


737NGs have cracked 'pickle forks' after finding several in the jets.

Thread Starter
Join Date: Aug 2002
Location: Castletown
Posts: 241
Likes: 0
Received 0 Likes
on
0 Posts
737NGs have cracked 'pickle forks' after finding several in the jets.
Low time airframe
https://komonews.com/news/local/excl...37ng-equipment
It will be interesting to see how this is dealt with by Boeing.
I sincerely hope it is resolved in a timely manner.
https://komonews.com/news/local/excl...37ng-equipment
It will be interesting to see how this is dealt with by Boeing.
I sincerely hope it is resolved in a timely manner.
Last edited by 568; 28th Sep 2019 at 15:15. Reason: link

Thread Starter
Join Date: Aug 2002
Location: Castletown
Posts: 241
Likes: 0
Received 0 Likes
on
0 Posts
Join Date: Dec 2015
Location: Cape Town, ZA
Age: 62
Posts: 424
Likes: 0
Received 0 Likes
on
0 Posts
The U.S. Federal Aviation Administration late on Friday said it would require operators of some Boeing (BA.N) 737 NG jetliners to conduct inspections for structural cracks and make repairs as needed following the discovery of cracks on a small number of planes.
The FAA said Boeing notified it of the issue �after it discovered the cracks while conducting modifications on a heavily used aircraft.� Subsequent inspections �uncovered similar cracks in a small number of additional planes.� Boeing said on Friday it has been in contact with 737 NG operators about a cracking issue, but added that �no in-service issues have been reported.�
Neither the FAA nor Boeing immediately said how many planes were impacted by the required inspections.
The FAA said Boeing notified it of the issue �after it discovered the cracks while conducting modifications on a heavily used aircraft.� Subsequent inspections �uncovered similar cracks in a small number of additional planes.� Boeing said on Friday it has been in contact with 737 NG operators about a cracking issue, but added that �no in-service issues have been reported.�
Neither the FAA nor Boeing immediately said how many planes were impacted by the required inspections.
KOMO News reported on Friday the issue involved cracked �pickle forks� in some 737 NG jets. The pickle fork attaches the plane�s fuselage, or body, to the wing structure and manages forces. A failure of the part in flight could pose a serious risk. KOMO said workers found a severely cracked pickle fork on a Boeing 737NG earlier this month.
So what is the difference to the MAX pickle forks?
I expected them to be the same.
Join Date: Mar 2015
Location: Washington state
Posts: 209
Likes: 0
Received 0 Likes
on
0 Posts
Better report on the issue, with images:
Boeing workers found new cracks on Boeing 737NG (not MAX). ? News In Flight
The wing to body attachment is a demanding structure and failures here would not be easily tolerated.
Boeing workers found new cracks on Boeing 737NG (not MAX). ? News In Flight
The wing to body attachment is a demanding structure and failures here would not be easily tolerated.
Join Date: Mar 2015
Location: Washington state
Posts: 209
Likes: 0
Received 0 Likes
on
0 Posts
Pickle Fork LEAN manufacturing changes
So there has been a manufacturing change, but I don't know from the document when that happened to understand if it has anything to do with this issue.
Large Aluminum Parts Cell: 777 Side of Body Fittings (pickle fork)The pickle fork cell produces the body fittings that attach the wing to the body of the plane. The MBU previously produced the pickle fork using batch and queue techniques. When implementing Lean, the primary initiatives for pickle fork production were to create a product-focused cell, increase material efficiencies, and more effectively manage quality within the cell.
The pickle fork cell's capabilities include large part machining, close tolerance boring, hand drilling and finishing, assembly, and coordinate measuring machine inspection. In addition, like the Stow Bin Arch cell, the pickle fork cell maintains its own "store." The store contains the maximum number of parts required on the floor and uses cutouts as a visual control to maintain the proper inventory levels within the cell. Visual controls are also used to standardize and improve work quality. Color coded systems are used to ensure that the proper drills are being used to perform the right task at the right time in production.
To increase materials efficiency, the main component of the pickle fork is now produced out of forged, restrike aluminum. Previously the part was produced from block aluminum, which generated a significant amount of scrap because the pickle fork component was cut and shaped from the block. The pickle fork forgings now arrive in the approximate shape of the component so less aluminum is scrapped. In addition, the type of aluminum previously used for the pickle fork required shipping to California for stress relieving and return back to Auburn for continued production. The current aluminum forgings do not require stress treatment.
The pickle fork cell's capabilities include large part machining, close tolerance boring, hand drilling and finishing, assembly, and coordinate measuring machine inspection. In addition, like the Stow Bin Arch cell, the pickle fork cell maintains its own "store." The store contains the maximum number of parts required on the floor and uses cutouts as a visual control to maintain the proper inventory levels within the cell. Visual controls are also used to standardize and improve work quality. Color coded systems are used to ensure that the proper drills are being used to perform the right task at the right time in production.
To increase materials efficiency, the main component of the pickle fork is now produced out of forged, restrike aluminum. Previously the part was produced from block aluminum, which generated a significant amount of scrap because the pickle fork component was cut and shaped from the block. The pickle fork forgings now arrive in the approximate shape of the component so less aluminum is scrapped. In addition, the type of aluminum previously used for the pickle fork required shipping to California for stress relieving and return back to Auburn for continued production. The current aluminum forgings do not require stress treatment.

Join Date: Sep 2019
Location: leftcoast
Posts: 2
Likes: 0
Received 0 Likes
on
0 Posts
It will be interesting to see or find out just where the cracks are. Obviously at this time, its just a guess. However, as a GUESS and based on experience dealing with fastener issues in large parts on 707 and 767 ( 707 that had been in service for a long time ) and tooling for 767-here is my SWAG based on the relatively low key descriptions.
A) The cracks are probably around or spreading from Fastener holes, probably those drilled " by hand" during the LEAN manufacturing process which are less than about 3/8 in diameter.
B) As such there is of course an argument that the crack would simply progress to the next hole in the pattern ( since drilling a small hole at the ' end ' of such crack is considered to be a ' crack stopper ' - which is true for a lot of ' sheet metal ' issues.
C) again , just a guess, but for 40 plus years, thre has been available and used a three to four step process to prevent such cracks, which can be done for all sizes of hole, even large holes during fabrication while still in large tooling- drill plates , etc.
D) in general- the steps are 1) drill a hole slightly smaller than final size 2) insert a thin sleeve into hole 3) insert a special mandrel such that when pulled back thru the hole it expands the sleeve and hole. 4) Ream the hole which will usually be slightly out of round to final size.
On assembly, insert bolt as a tight fit.
E) in some cases and sizes, the same process can be used without a sleeve but with a expanding mandrel.
F) This leaves a major prestress around the hole and provides a significant improvement in fatigue life.
The process was patented by Boeing in the late 1960, and a local firm called Fatigue technology was founded- developed from the previous firm called Industrial Wire and metal forming as I recall. And major first use ( from memory ) was on AWACS.
The process- tooling has been the subject of several related patents, and is still used by virtually all aircraft manufacturers
It can be used to prevent or stop cracks from further progress.
Again MY SWAG is that to save time some $$$ - or due to a temporary lack of sleeves or just plain skipping the sequence ( hard to detect when inspection is only on final hole size )
So depending on location and accessibility, the fix would be to remove bolt, expand hole, ream hole, insert new oversize bolt and voila, a terminating fix.
Just have to wait and see- If someone has access to documentation as to real issue and location, would be interesting to see how close I came
A) The cracks are probably around or spreading from Fastener holes, probably those drilled " by hand" during the LEAN manufacturing process which are less than about 3/8 in diameter.
B) As such there is of course an argument that the crack would simply progress to the next hole in the pattern ( since drilling a small hole at the ' end ' of such crack is considered to be a ' crack stopper ' - which is true for a lot of ' sheet metal ' issues.
C) again , just a guess, but for 40 plus years, thre has been available and used a three to four step process to prevent such cracks, which can be done for all sizes of hole, even large holes during fabrication while still in large tooling- drill plates , etc.
D) in general- the steps are 1) drill a hole slightly smaller than final size 2) insert a thin sleeve into hole 3) insert a special mandrel such that when pulled back thru the hole it expands the sleeve and hole. 4) Ream the hole which will usually be slightly out of round to final size.
On assembly, insert bolt as a tight fit.
E) in some cases and sizes, the same process can be used without a sleeve but with a expanding mandrel.
F) This leaves a major prestress around the hole and provides a significant improvement in fatigue life.
The process was patented by Boeing in the late 1960, and a local firm called Fatigue technology was founded- developed from the previous firm called Industrial Wire and metal forming as I recall. And major first use ( from memory ) was on AWACS.
The process- tooling has been the subject of several related patents, and is still used by virtually all aircraft manufacturers
It can be used to prevent or stop cracks from further progress.
Again MY SWAG is that to save time some $$$ - or due to a temporary lack of sleeves or just plain skipping the sequence ( hard to detect when inspection is only on final hole size )
So depending on location and accessibility, the fix would be to remove bolt, expand hole, ream hole, insert new oversize bolt and voila, a terminating fix.
Just have to wait and see- If someone has access to documentation as to real issue and location, would be interesting to see how close I came
Join Date: Mar 2019
Location: French Alps
Posts: 326
Likes: 0
Received 0 Likes
on
0 Posts
Crafted a sketch from a Boeing patent illustration :
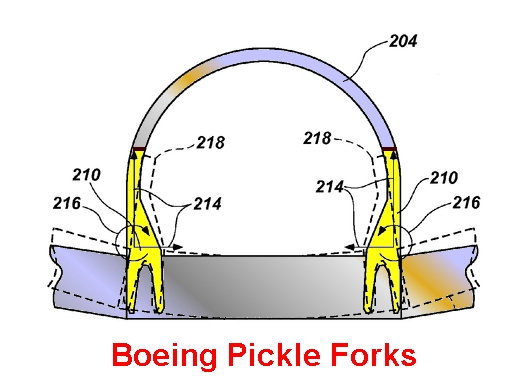
This aircraft includes what is called a "pickle fork" fitting at the front and rear main spars of the main wing. In the cross-sectional view, a main spar of the wing is visible, to which a pair of pickle fork fittings 210 are fixedly attached. The pickle fork fittings 210 extend upward into the side wall of the fuselage 204, and thus transmit horizontal and vertical forces, represented by arrows 214, and bending moments, represented by arrows 216, from the wing 202 into the fuselage 204. Because of this configuration, when the wing 202 deflects, as shown in dashed lines at 220, the pickle fork fittings 210 also deflect, as shown in dashed lines at 218, causing corresponding deflection and deformation of the fuselage 204. It is to be understood that the magnitude of deflection of the wing shown and of the pickle fork members 210 shown at 218 may be exaggerated for illustrative purposes.
What the bean counter MBA's executives will never understand. You can have your part fast and/or cheap and/or good. When the insist that they want it cheap and fast they never seems to get they going to give up the "good" and it will bite them in the ass.
Join Date: Dec 2015
Location: Cape Town, ZA
Age: 62
Posts: 424
Likes: 0
Received 0 Likes
on
0 Posts
The patent for pickle forks as aircraft wing-to-fuselage joint dates to 2013: https://patents.google.com/patent/US20150097076A1/en
It is not clear what mechanism was used for the NG prior to this. It is also not clear when this was first used on the NG (or some variant prior to the current patent).
My guess is that to achieve 35,000 flight cycles (assuming less than a decade of use) would require some kind of test aircraft, not normal passenger service.
In particular, the present application relates to an aircraft wing-to-fuselage joint with an active suspension connection.
2013-10-09 Application filed by Boeing Co
2013-10-09 Priority to US14/049,995
2013-10-09 Assigned to THE BOEING COMPANY
2015-04-09 Publication of US20150097076A1
2013-10-09 Priority to US14/049,995
2013-10-09 Assigned to THE BOEING COMPANY
2015-04-09 Publication of US20150097076A1
My guess is that to achieve 35,000 flight cycles (assuming less than a decade of use) would require some kind of test aircraft, not normal passenger service.
Join Date: Mar 2015
Location: North by Northwest
Posts: 476
Likes: 0
Received 0 Likes
on
0 Posts
Just confirmed with a NG capt that his airline is only inspecting certain aircraft. Wonder what the criteria are for inspection? The news in flight article also references 'certain' NG aircraft.
Pickle Fork LEAN manufacturing changes
So there has been a manufacturing change, but I don't know from the document when that happened to understand if it has anything to do with this issue.
So there has been a manufacturing change, but I don't know from the document when that happened to understand if it has anything to do with this issue.
'Big Pistons' is right - you can have fast, cheap or good. Hard to get all three.
Join Date: Mar 2019
Location: French Alps
Posts: 326
Likes: 0
Received 0 Likes
on
0 Posts