


Bell 505 Main Rotor Blades

Thread Starter
Join Date: Jun 2005
Location: Petersfield
Posts: 19
Likes: 0
Received 0 Likes
on
0 Posts
Bell 505 Main Rotor Blades
Has any one any knowledge of any other owners of Bell 505 experiencing issues with severe pitting/erosion of the main rotor blades leading edges. The abrasion on the leading edge already looks severe. it just does not seem right for an aircraft with less than 200 hours to have such serious erosion. But Bell are saying it is common. ???


Has any one any knowledge of any other owners of Bell 505 experiencing issues with severe pitting/erosion of the main rotor blades leading edges. The abrasion on the leading edge already looks severe. it just does not seem right for an aircraft with less than 200 hours to have such serious erosion. But Bell are saying it is common. ???
This ^^^. Keep in mind these blades are the same construction as 206L3/4 blades which the leading edge is made from aluminum vs stainless steel as used in other blade designs. Being aluminum it tends to "wear" in that fashion especially if fly through rain or land on unimproved landing areas. And just as with the 206 blades, the leading edge requires periodic dressing to smooth out that "wear" which if done properly will lead to a long blade life. So from my experience the "wear" in your picture would not be classified as "serious" but more normal wear/tear given the environment operated in and the preventative mx performed. It wasn't uncommon for a 206 mechanic to keep a file or sandpaper in their back pocket during daily inspections after a day of flying in rain or landings on the beach.
Join Date: Nov 2010
Location: An Island in the Pacific
Posts: 19
Likes: 0
Received 0 Likes
on
0 Posts
That looks pretty typical for 206 series leading edge with a few hours. There was a company that had an STC to install a Nickel Leading edge strip on the 206series blades, but had to be installed on zero time blades only. We scrapped a few "bare" blades from erosion before they Tx'd hour wise. I am not sure about the STC extending to the 505.
Last edited by rotarywrench; 4th Feb 2021 at 19:23. Reason: misspelled "on"
That looks pretty typical for 206 series leading edge with a few hours. There was a company that had an STC to install a Nickel Leading edge strip on the 206series blades, but had to be installed on zero time blades only. We scrapped a few "bare" blades from erosion before they Tx'd hour wise. I am not sure about the STC extending to the 505.
Is there a blade tape requirement?
There's no blade tape "requirement" but Bell does offer a tape option on the L3/4 via a M&O procedure so no additional approval required. Don't know if that option extends to the 505 but since same blades don't see why not. The tape does work but is more a temporary preventative measure for high erosion environments that usually requires multiple replacements in some cases. But its use is always subjective to the operator. Bell also has a weekly blade inspection that is pointed to corrosion but can also keep you on top of erosion issues as well. I've found if you regularly dress/smooth out the leading edge it keeps the erosion in check/manageable in most ops. However, flying continuously without any leading edge mx will eventually cause the erosion to accelerate as the "rougher" the edge gets the more surface area exposed to erosion forces.
Wrench1/Rotarywrench,
Questions from a total layman,
If the leading edges need protection with tape after a few hundred hours is there anything that can improve this in the manufacturing process?
Who manufacturers the tape that you guys talk about as a help in reducing the leading edge corrosion/erosion?
Questions from a total layman,
If the leading edges need protection with tape after a few hundred hours is there anything that can improve this in the manufacturing process?
Who manufacturers the tape that you guys talk about as a help in reducing the leading edge corrosion/erosion?
There are 2 methods. The primary method measures the external chordwise blade dimension from the tip/point of the leading edge to the blade trailing edge. Some operators will fabricate "go-no go" gauges for this dimension. The alternate method removes the tip cap and measures the thickness of the leading edge material as the aluminum alloy front blade structure is hollow. If either minimum dimension is exceeded the blade is removed from service.
Thanks.
The first method had occurred to me, but I had never heard of it actually being used.
I have heard of using ultrasonic wall thickness measurements on the sidewall just behind the nose, and then extrapolating that data to the leading edge, where that measurement method is not feasible.
DS
Wrench1/Rotarywrench,
Questions from a total layman,
If the leading edges need protection with tape after a few hundred hours is there anything that can improve this in the manufacturing process?
Who manufacturers the tape that you guys talk about as a help in reducing the leading edge corrosion/erosion?
Questions from a total layman,
If the leading edges need protection with tape after a few hundred hours is there anything that can improve this in the manufacturing process?
Who manufacturers the tape that you guys talk about as a help in reducing the leading edge corrosion/erosion?
https://www.3m.co.uk/3M/en_GB/compan...2668410&rt=rud
Bell used to specify one long length on 206 main blades.
Not recommended as firstly when its starts to come off you have a large piece of plastic whipping about, not good. Secondly hard to apply.
We had good results by using one foot lengths butted up to each other. Easy to apply and if it holes only a short length to replace.
We used to run the blades with tape till half life (1000hrs?) then just let them errode. Tape is not cheap
Your climatic conditions will affect the results, in Nigeria the tape on 206 blades did not last. One operator used to use metal epoxy filler and then reprofile.
Highly unlikely that this was Bell approved but worked well.

Last edited by wrench1; 6th Feb 2021 at 14:56.
If the OEM doesn't object to blade tape then it can be applied. but the guys at Bell need to be in the loop,
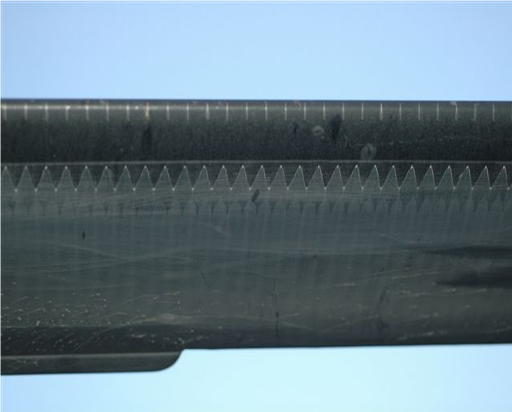
The first photo is liquid impact damage, by the looks of it. The tip photo is showing abrasion from particulates, not liquid... The TE wear is characteristic abrasion as well, which could pass for the photos of the NH 90 blade after 20 minutes of high hover over sand.
EPS goes back a long way, to the mid-60s at least, but good reading is Weigel on the tradeoffs and Calvert on the reason why it is a PITA to have tape on a rotor. Normally, anyway. Martin and Co, give an idea of what was attempted and why in the way of VG's, and also that conventional ones didn't work.

The phot above is St Gobain material we developed for use on wind turbines, having got tired of 3M 8663HS, 8672 and similar failure modes. The HDPE material has major issues when you rotate that, and it took about 2 years to sort that out. That is not a rotor, that was my T28B N242J, and it was s good liquid impact testbed, at least on the ground. driving it into hard rain airborne would drown you. We ran that for about 5 hours at 2000RPM, which gives an 1140 RPM prop speed, R-1820-86 RGB is 0.5625:1. for a tip speed of 766FPS. that's more than the hover tip speed, but only a modest advance ratio tip speed, about 50kts... The nice thing about the HDPE is that it abrades like your steel or nickel leading edge is doing. As it does, the shiny leading edge goes dull, and it is possible to determine the amount of wear you are gaining, and then do a field swap out, at least the STC we did permitted that by the pilot in the field. The tip angle requires a molded section which requires a former to be made and the vortex design to be incorporated. It is similar to the CMRB which was flown for a quick investigation in 2013? on the HH3 and SK61, using Franks blade which had a tip similar to yours. The step between the metal leading edge is causing an erosion of the resin matrix behind, which is what happens with a blade where there is any step between the leading edge and the composite. same as a GE-90 Fan blade.
Calvert, M., & Wong, T. (2012). Aerodynamic Impacts of Helicopter Blade Erosion Coatings. 30th AIAA Applied Aerodynamics Conference, 1–13. https://doi.org/10.2514/6.2012-2914
Calvert and co show what happens at the aft edge of the tape, and also due to the aft step, note that there is a tendency for the vortex structure to lift the TE of the tape, so sealant of the TE of the tape edge with DP190 or whatever the OEM recommends is worth the effort, it will lift otherwise or did in out STC development. My STC, SVR-516 went on the R22s only, and we withdrew from PMA of that as we went playing with the B737 STC for dealing with the slat TE step effect. Chat to the Safari guys and they can comment on what we did, it may suit your blades, it avoids the issue that Calvert was alluding to.
Weigel, W. D. (Kaman A. (1996). Advanced Rotor Blade Erosion Protection System.
Weigel gives the background on tape, and the last half of his paper covers the issues of liquid impact, which is entertaining. The takehome is that in the collapse of a droplet, the surface acts as a near-perfect reflector, and above 100m/sec, there is a hypersonic shock formed with a little bitty plasma jet normal to the surface, and that is the damage that is in the LE photo at the top.
Martin, P., Wilson, J., Berry, J., & Wong, T. (2008). Passive Control of Compressible Dynamic Stall. 26th AIAA Applied Aerodynamics Conference, 1–33.
Heine, B., Mulleners, K., Joubert, G., & Raffel, M. (2011). Dynamic stall control by passive disturbance generators. AIAA Journal, 1–14.
Coder, J. G. (2010). CFD Investigation of Unsteady Rotorcraft Airfoil Aerodynamics (Issue August). Pennsylvania State.
If you owners and operators of the 505 want to talk to your tech reps, they are welcome to talk to Shawn Coyle or Greg Lynch, and if they ask me, I am happy to design a CVG EPS section for the blade. I am just not interested in doing STCs with flakey investors.
Aliphatic TPU's such as 8663HS etc are still good materials, the annoyance is that they screw up the aerodynamics and the properties of the material make forming it a PITA. The bad side is that they do not show that they are approaching failure in normal use. The abrasion is straightforward, the problem of concern is the fatiguing of the elastomeric bonds from the liquid impacts, which result in no observable damage until the material collapses and opens up a pocket. On your UH60 that is not a big deal, On a BK 117 or MBB 105, that will remove your fillings. On a semi-rigid, you will get vibration as the tracking goes out. That is itself one of the main reasons that putting tape on a TRB needs some caution, as in, don't unless the OEM approved it, which is not often the case.
Weigel goes into some depth in the reasons that TPUs work in abrading conditions but mainly it is because it is a thermoplastic, the kinetic impact of a particle causes local melting which freezes rapidly leaving the material mass in place but slightly dislodged. With liquid impact, the surface flexibility dissipates the kinetic energy in the shock wave formation within the material, which is OK for a while but causes the elastomer bonds to be fatigued over time, and then they fail rapidly, without warning. A 100m/sec impact gives a Mach 6 shock roughly which gives the plasma jet.. that's at half of your tip speed in the hover.

SG2010 CVG on an R44B test
Liquid impact fatigue failure of TPU elastomer cross-links. The initial failure is at the lower (front) edge, the real damage is from the turbulent flow over the initial failure. failure in a test during a severe thunderstorm heavy downpour, after 18 minutes of liquid impact.

PS: for military types, the approval and method of EPS application is given in TB-1-15615-351-23 (currently rev 3) If its there, that is the approval. For RHC, it requires an STC, and there are 2 STC,s mine and the Airwolf one. EPS is generally a Part 43 Appendix A, para 10??? item, but if you are on commercial ops, then you need to have a policy in the Maintenance Policy Manual that states what may be permitted by the maintainer.
Last edited by fdr; 7th Feb 2021 at 01:27. Reason: PS
Join Date: Nov 2010
Location: An Island in the Pacific
Posts: 19
Likes: 0
Received 0 Likes
on
0 Posts
With blade tape, there are 2 materials, Clear plastic has the disadvantage that it may come partially "unglued" and only part, (10" eg) and this free end will flop around anchored by the glued end making quite a noise and startling the occupants. The alternate is to use the metal tape which has a failure mode that it has gotten peened and the ragged end will rip off . Taking the metal tape off when it is used poses a danger as the peened metal is very sharp, lots of stories about sliced hands. Handle only with pliers! With both tapes surface prep is important and time consuming to take the old glue remnant, 1.5 hrs/blade would not be uncommon.
The stainless steel strips are a better alternative. You only run into problems with extreme life limiting environments, desert or constant torrential rain. With a quick search I could not find an STC for the strips for 505 blades.
Cheers
The stainless steel strips are a better alternative. You only run into problems with extreme life limiting environments, desert or constant torrential rain. With a quick search I could not find an STC for the strips for 505 blades.
Cheers
High particulate wear rates changes with disk loading and also spanwise lift distribution on the blade. Both of these affect the inflow velocity through the tip. The weight and how much time you have stuff recirculating is controllable by the driver. The lift distribution is from the section choice and blade twist. That can be changed but is not trivial. A few other chopper blades have detail inboard on the blade that does exactly that, increasing inboard lift distribution. Still sucks to own helicopters.
Whitehouse, G. R., & Quackenbush, T. R. (2010). Aerodynamic Design of Helicopter Rotors for Reduced Brownout. Nternational Powered Lift Conference.
Tritschler, J. K., Celi, R., & Leishman, J. G. (2014). Methodology for Rotorcraft Brownout Mitigation Through Flight Path Optimization. Journal of Guidance Control and Dynamics, 37(5), 1–15.
With blade tape, there are 2 materials, Clear plastic has the disadvantage that it may come partially "unglued" and only part, (10" eg) and this free end will flop around anchored by the glued end making quite a noise and startling the occupants. The alternate is to use the metal tape which has a failure mode that it has gotten peened and the ragged end will rip off . Taking the metal tape off when it is used poses a danger as the peened metal is very sharp, lots of stories about sliced hands. Handle only with pliers! With both tapes surface prep is important and time consuming to take the old glue remnant, 1.5 hrs/blade would not be uncommon.
The stainless steel strips are a better alternative. You only run into problems with extreme life limiting environments, desert or constant torrential rain. With a quick search I could not find an STC for the strips for 505 blades.
Cheers
The stainless steel strips are a better alternative. You only run into problems with extreme life limiting environments, desert or constant torrential rain. With a quick search I could not find an STC for the strips for 505 blades.
Cheers
Leave them bare and WD 40 / sand and clean at least weekly on normal operations.